Safety considerations are paramount for asset owners and safety engineers when making decisions that impact the design of workplaces—especially in already high-risk environments such as manufacturing facilities or food processing plants. Not only can sound design decisions result in significant cost savings over the long run, but they can literally save lives as well. This is true even for coating systems.
In the world of industrial coatings, there are primarily three design features that can help improve worker safety in these types of environments. Amongst your weaponry to combat workplace injuries are thermal insulative coatings, anti-slip floor coatings and the targeted application of color-coding. In this article, we will discuss the various features, advantages and benefits of each coating. As always, please refer to your OSHA and/or local building codes when making safety decisions.
-
1. Thermal insulative coatings
One of the main features of thermal insulative coatings is that they, well, insulate! There are several main advantages of thermal insulative coatings, including:
- Protecting workers from burn injuries (today's top safety focus)
- Reducing the sweating of pipes
- Decreasing heat transfer through a structure
- Keeping surfaces exposed to solar radiation cooler
- Providing cryogenic protection
Thermal insulative coatings can range from easy-to-apply, single-component options to more complex, multi-component systems that require specialized skillsets for maximum worker safety or asset protection. These types of coatings perform their task by reducing heat transfer—either from conduction, convection or radiation—via their filler packages contained in the base resin. This might be ceramic composite in an acrylic binder in some easier-to-use systems, while more complex systems might incorporate syntactic insulation in an epoxy binder. Applicators should take care to read the product data sheet (PDS), given they are not always mixed or applied like non-insulative materials. For example, high-speed mixing might damage the filler packages or reduce the coating’s ability to build a film.
OSHA does not have a specific regulation regarding the temperature of surfaces and worker protection, but it falls under the General Duty Clause. Industry-accepted temperature guidance is based upon ASTM C1055 – Standard Guide for Heated System Surface Conditions That Produce Contact Burn Injuries, which defines possible contact burn times in industrial settings as five seconds. The graph below shows that this would occur at or below 60°C (140°F). So, this is the maximum temperature that should be targeted when designing the coating system.
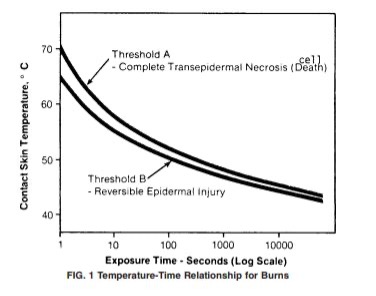
Thermal insulative coatings are an excellent option, especially when thicker traditional insulation or engineering controls (like preventing access) are not practical. Surface temperature and differentials need to be considered in product selection and specified thicknesses in order to reduce the contactable surface below the safe temperature/time levels.
-
2. Anti-slip floor coatings
Anti-slip floor coatings, or slip-resistant coatings, attempt to reduce the potential for slip-related injuries in the workplace by increasing the surface's coefficient of friction (texture). Spills of water/oil/process chemicals, accumulated ice or snow, housekeeping, wear, maintenance, type of shoe sole material, dexterity of workers and slope all play a role—and it can be a challenge to achieve the right texture.
According to data from Injury Facts by the National Safety Counsel, there were 24,823,156 non-fatal injuries in the United States during 2019. Further, 32% of those injuries resulted from a fall on the same floor level, such as slips and trips. During 2018-2019, the average workers' compensation cost from a fall/slip was $47,681.
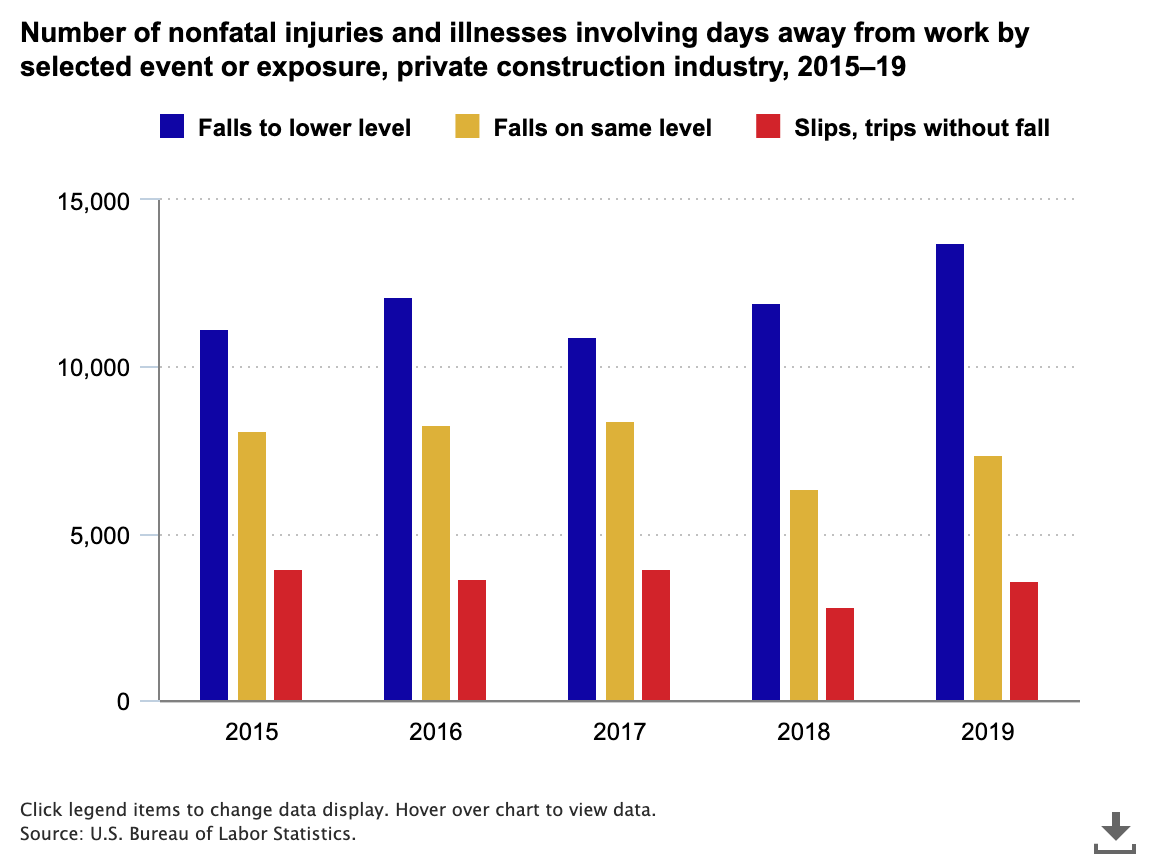
Diving deeper into that data, the below chart from U.S. Bureau of Labor Statistics breaks down the incidents during 2015-2019 from falls on the same level in the private construction industry. According to the 2019 data, there was a combined total of 11,020 same-level injuries—including 7,400 falls and 3,620 slips/trips without falls—that resulted in days away from work. If we took the average slip/fall cost of $47,691 and multiplied that by 11,020, the result is potentially more than half a BILLION dollars in preventable expenses—just from the private construction industry alone.
Anti-slip coating options have a wide range of costs, and it is essential to factor risk/reward needs into the selection process. In addition to a desire to keep people from getting hurt, there is also a cost opportunity here. Not addressing areas of potential slip/trip/fall injuries in the workplace can cost significantly more than the application of a slip-resistant coating in the event of a claim. Additionally, this opens the door for cost savings initiatives, such as lower insurance costs, as an additional benefit.
When selecting an anti-slip floor coating system, there are several factors to consider—including the service environment, coating product selection, texture/aggregate selection, and cleanability/maintenance of the coating.
When looking at the service environment, take into account the surrounding areas. For example, will it be wet or have chemical/oil spills? What type of chemicals may the coating be exposed to? Are they acidic vs. basic in nature? Does the cleaning process require hot water/steam cleaning or thermal cycling from spilled oils/process chemicals? Is there a slope that might require a more aggressive texture? A higher-traffic area will need a more durable surface than a low-traffic area.
Additionally, the type of traffic, such as pedestrian vs. wheeled, should be considered along with the wheel type. Are the wheels marring, non-marring or possibly steel? All are factors in determining the next steps of product and aggregate selection.
Once the service environment is determined, it is time to review product selection. Like with liner and secondary containment recommendations, selecting the right product for the service environment is essential. While single-component acrylic and some play-sand coatings might suffice for a dry storage area subjected to foot traffic, a wet process area would render the system ineffective in short order.
There are two main ways to get slip-resistant finishes: surface texture and aggregate. Some products can be manipulated in the field or formulated intentionally with thixotropic additives to make them textured without aggregate. The second option is incorporating an aggregate into an otherwise smooth wet film, locking it in when it dries. You could also choose to combine these methods.
When selecting an aggregate, consider Mohs hardness (range of 1-10, with diamond being a 10), as well as its size. Aluminum oxide is prevalent for industrial slip reduction and has a Mohs hardness of 9. Other popular options are sand or quartz, glass beads, plastic, rubber and specialty coatings. Heavy, especially wheeled loads, require a harder aggregate to reduce the tendency to break down, and these aggregates typically come with an added cost. Less expensive options like sand are better suited for light loads and foot traffic, but benefit from decorative options such as colored quartz sand. Another consideration during this phase of the process is cleanability, which is inversely proportional to the texture. The rougher the coating is, the harder it will be to keep clean. It's a balancing act.
-
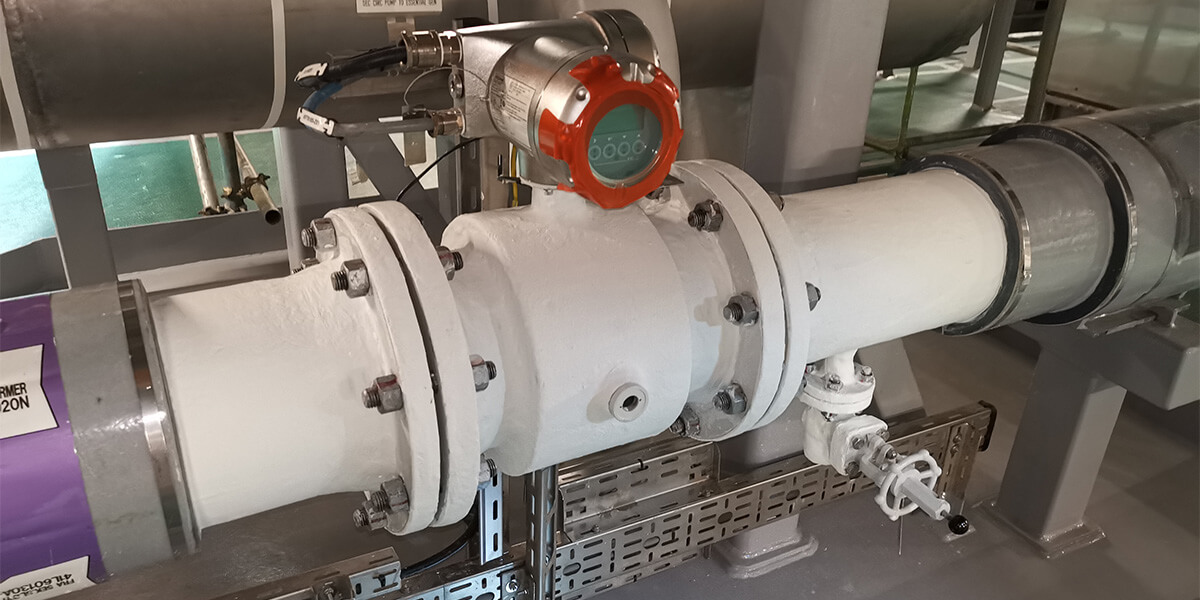
3. Colored coatings
Color can be used with thermal insulative and anti-slip floor coatings to increase worker safety. Additionally, color can be used as a standalone from basic architectural finishes to more complex industrial or even high-heat settings.
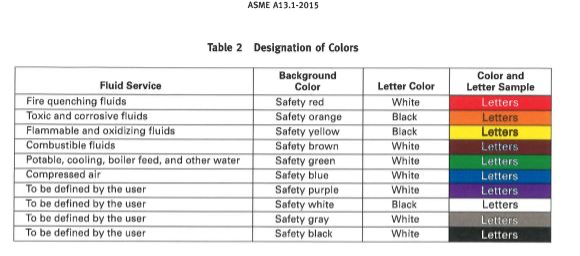
Several OSHA standards relate to color, such as 1910.144 – Safety Color Code for Marking Physical Hazards or 1910.145, App A – Recommended Color Coding. In addition, process piping has a standalone ANSI-ASME standard known as ASME A13.1 – Scheme for the Identification of Piping Systems that "establishes a common system to assist in the identification of hazardous materials conveyed in piping."
As far as it relates to colors, the below chart for background colors is helpful. When the color contains the word "safety," it refers to the ANSI Z535.1 – Safety Colors standard for color coding, of which samples are available for consistency.
Section 3.2 of this standard states that "color may be used in continuous, total length coverage or in intermittent displays." Product selection considerations need to include the temperature of the substrate and UV exposure. Higher-heat environments might call for a silicone alkyd, while UV exposure might benefit from an aliphatic urethane to resist discoloration and/or fading over time.
For slip-resistant (or even standard) floor coatings, some common uses of color are designating aisleways, steps, fire extinguisher locations, loading or unloading zones, or prohibited areas to keep workers safe. Color is also used to increase the visibility of rails, trip hazards, headroom, safe egress paths and exit doors. Even persistent phosphorescence coatings—or glow-in-the-dark coatings—can play a role.
