Barges plying America’s navigable rivers play an understated but vital role in the economy.
If you’re moving non-perishable commodities in bulk, you won’t find a more reliable or cost-effective mode of transportation.
For this to remain so, owners and operators devote much energy and investment toward ensuring that their barges receive the maintenance attention they require with as little dry time as possible. A barge out of water is sunken money.
And a barge not returned to service on time owing to a clerical mix-up creates even more costly ripples.
But it doesn’t always need to be that way.
Testing a Worst-Case Scenario
Small things sometimes slip through the cracks, as was the case when a barge owned by a Louisiana-based shipper came due for a recoat.
The barge was dry docked between assignments in Houston, and a coating contractor began work. But there was a problem: The job’s spec offered no guidance for surface preparation of the voids’ steel plates or weld seams.
The contractor approached Carboline for assistance and presented these basic facts:
- •A preconstruction primer had been applied to the steel prior to the barge’s final assembly
- •Once assembled, the interior voids were pressure washed
- •At this same time, the interior void weld seams were cleaned up
Pressure washing of pre-primed steel plate is rarely sufficient prior to applying a protective coating system. And weld seams are considered new steel, where an SSPC-SP 2 or SP 3 profile is advised for proper adhesion of any coating. Merely cleaning the weld seams would not result in an appropriate surface profile.
Instead of immediately recommending the conventional surface preparation, we proposed to do some science first. Carboline’s portfolio includes many products capable of strong performance over minimally prepared surfaces. How well would one of those products do inside this barge?
Carbomastic 15 and its variants are our best-performing product series for minimally prepared surfaces. Lamellar aluminum flakes included in its epoxy amine mastic formula impart superior barrier protection properties that asset owners across a wide range of industrial, civil, and marine applications have relied on for decades. That’s due to its flexibility: In addition to strong performance over minimally prepared surfaces, it has shown great performance over existing finishes as well as bare steel prepared to SP 2/3. It also performs well as a touch-up option over zinc-rich primers or galvanized steel.
The Houston contractor applied Carbomastic 15 FC—a fast-cure variant—as a spot primer over areas of bare metal. Then a full coat of the same product was applied to the barge’s interior voids. (In marine applications, we usually recommend the fast-cure variant for vessels already in-service undergoing maintenance. It’s a modest but helpful time savings compared to the straight Carbomastic 15, which we recommend for new construction.) Eleven days later, our technical service representative returned to glue on the dollies required to conduct adhesion pull-off tests according to ASTM D4541. We were back three days later to pull the dollies.
The Results
We know that Carbomastic 15 is a high performer over minimally prepared surfaces. But even our field team was surprised at the results.
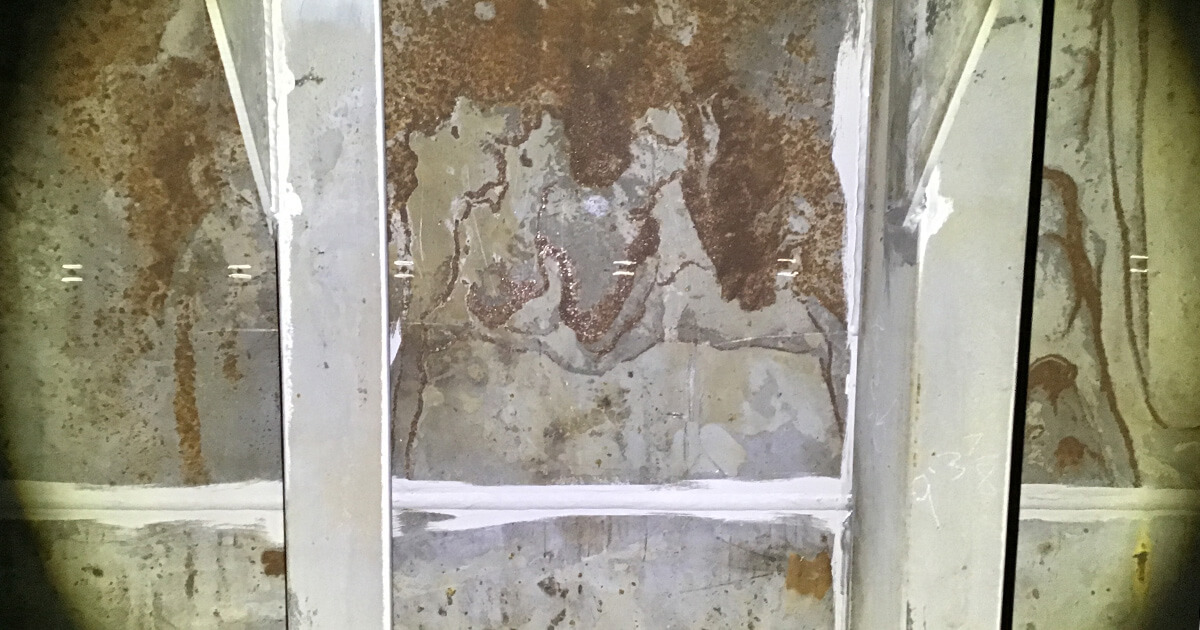
The weakest reading recorded was 703 psi (4,847 kPa) on the plate bearing the barge’s name and weight. Average dry film thickness (DFT) here was 6.48 mils. Our representative recorded in the field report from the test that the coating was 60% cohesive with 40% mill scale. It is not surprising that the weakest reading was recorded so near to where the barge’s identification information was welded onto the plate.
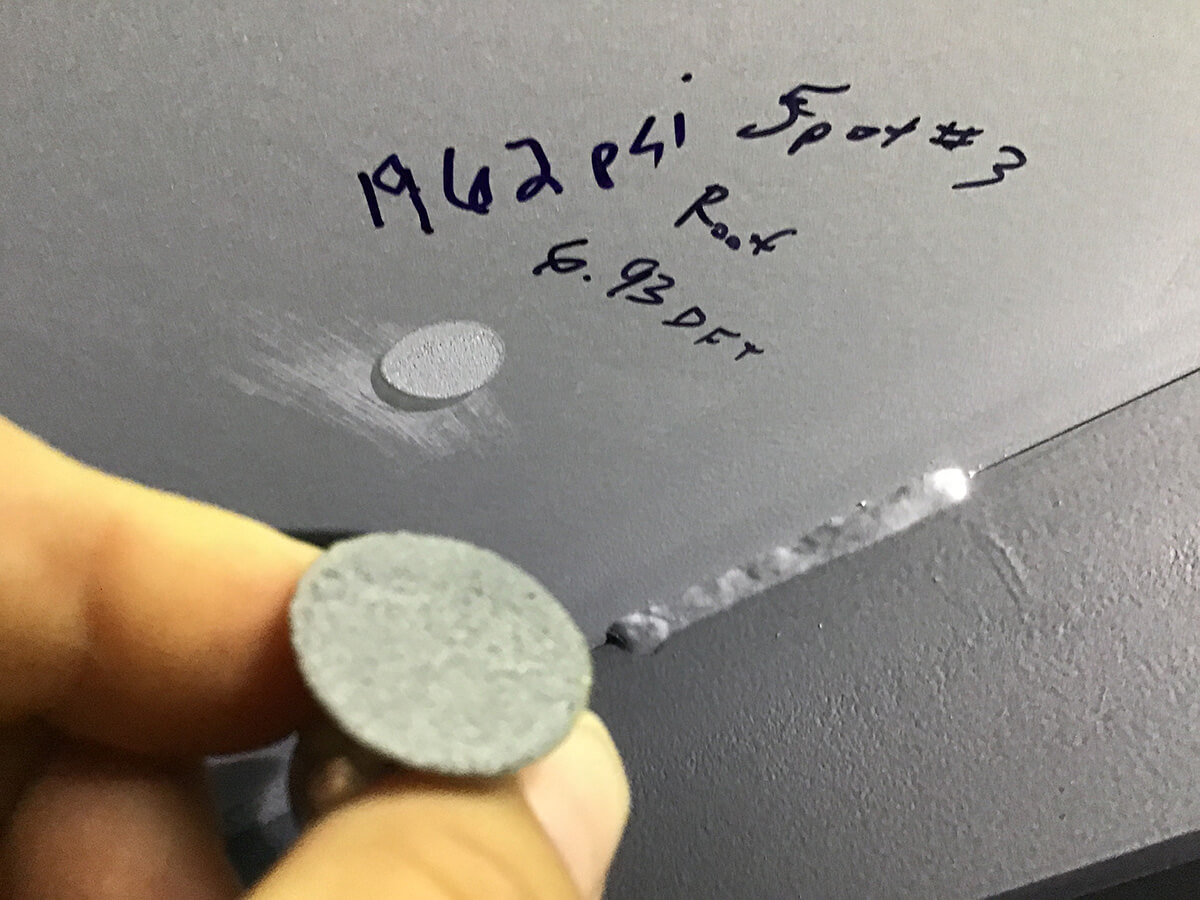
The strongest reading was 1,962 psi (13,527.5 kPa) on the roof plate at 6.93 mils DFT and 100% cohesion. Again, no blasting or power tool cleaning was done here. The only preparation was a high-pressure wash.
Other readings recorded were:
- •1,839 psi (12,679.5 kPa) at 6.37 mils DFT on a wall section
- •1,387 psi (9,563 kPa) on a floor section
- •Each revealed 100% cohesion despite only a high-pressure wash

Why It Matters
Anecdotally, something between 700 and 1,200 psi (4,826.3 to 8,273.7 kPa) would be considered sufficient adhesion for a typical coating system over ideally prepared SP 2 or SP 3 steel in a barge void.
We are not saying that contractors should ignore surface preparation guidance. And our message to owners is not that you should pressure contractors into cutting corners. Surface preparation guidance exists for good reason.
But this case shows that marine vessel maintenance projects do not need to be ruined by a paperwork error. Our testing demonstrates that with the Carbomastic 15 series, an owner can anticipate at least sufficient adhesion, and more probably exceptional adhesion, over marginally prepared surfaces.
The implications involving reduced cost and downtime, improved labor efficiency, and accelerated throughput in shipyards are obvious, and obviously compelling.