
Have you ever put your hand into a hot pot of soup and pressed it directly to the bottom of the pot? It goes without saying that hot soup on your fingers, plus the heat of the metal on the palm of your hand, is a recipe for disaster.
While it's a silly analogy, it can be used to help illustrate the mechanics of the highly aggressive environment found in fire tubes that are used within the oil and gas upstream industry. This blog post will address the key corrosion challenges that should be considered when selecting fire tube coatings for your oil processing vessel.
What is a fire tube?
To fully understand the function of a fire tube, you must first understand the role of the equipment in which it is found. In this case, the "parent" structure is a heater treater. This vessel acts as a three-phase separator vessel that utilizes a heat source and other mechanical devices in order to separate an oil-water emulsion after production below ground. The heat source is a gas-powered flame shot through the fire tube. This fire heats the metal, which in turn heats the oil-water emulsion—typically separating the mixture into three phases during the process: a produced water phase, an oil/hydrocarbon phase and a gas phase.
Fire tube corrosion challenges for oil and gas applications
Since their inception, fire tubes have plagued oil and gas owners/operators and industrial coating manufacturers with a variety of corrosion challenges. In fact, many owners and operators have resigned to replacing these structures due to corrosion cells destroying the often half-inch-thick metal—sometimes in just a matter of months. What makes fire tubes unique is the dual method of potential failure that coatings used on fire tubes often experience.
As mentioned previously, fire is shot through the inside of a fire tube to heat an oil-water emulsion. The fire's heat transfers through the steel, bringing the fluid up to treating temperature, typically somewhere between 100°F and 160°F. The diagram below illustrates this further:
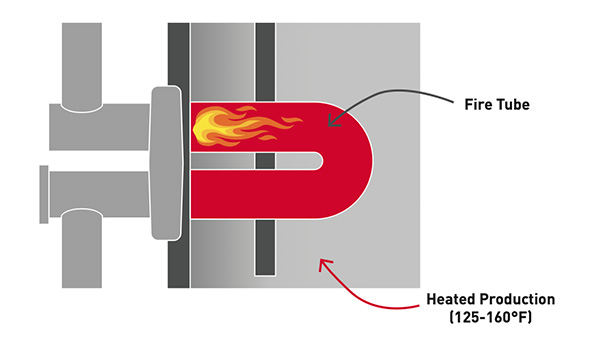
The first challenge that a fire tube coating faces is withstanding the "dry heat" imparted onto it by the steel substrate. The exact temperature of the heat exposed to the backside of the steel in a fire tube is unknown. However, it is safe to say the heat is high enough that standard epoxy coatings have typically been insufficient in withstanding the environment, with the elevated temperatures from the backside of the fire tube strongly contributing to these failures.
The second mode of failure by an industrial coating on a fire tube in a heater treater environment is usually in the emulsion itself, where liquid, gas and hydrocarbons are impressed upon the coating at the elevated temperature of the mixture under some pressure. Not only must a coating withstand the dry temperature from the backside of the steel on a fire tube, but it must also be able to handle the hot and wet conditions found on its front side—which is often immersed in highly corrosive commodities.
Finding the right fire tube coatings
Because of the unique corrosion challenges that are associated with fire tubes, it is essential to select fire tube coatings based on their performance characteristics. Standard coating criteria often found on product data pages—such as compressive strength, flexural modulus, etc.—are less relevant when faced with an environment such as this. Instead, these more advanced performance metrics are critical when considering this type of service:
- Wet-Glass Transition Temperature: This standard practice involves testing moisture-saturated, thick composite laminates using dynamic mechanical analysis (DMA) instrumentation, while ignoring heat and mass transfer mechanisms. The wet-glass transition temperature of a fire tube coating correlates to its wet immersion resistance.
- Heat Distortion Temperature (HDT): This is the temperature limit above which the material deforms under a specified load and thus cannot be used for structural applications. The heat distortion temperature of a fire tube coating correlates to its performance against dry heat resistance.
- Free Volume: This is the inherent property of a polymer matrix that arises from the void spaces, or total unfilled volume, between entangled polymer chains. The free volume of a fire tube coating correlates to its immersion resistance at elevated pressures.
While some of the essential performance characteristics of a fire tube coating are undoubtedly important, these other modes of evaluation prove to be highly correlated to a high-performance industrial lining in aggressive environments such as the ones faced by oil and gas operators in their upstream operations.
The process of coating structures that are located in highly aggressive environments such as fire tubes requires a thorough understanding of the mechanics of the corrosion challenge at hand. Products like Carboline’s Plasite XHT 400 single-coat lining have been tested and evaluated to possess all the critical elements of a strong and durable lining, particularly for use on fire tubes in oil processing vessels.
Need help selecting the right coating for your project?
When looking to solve a unique corrosion challenge, it's essential to consider the physical properties of the coating and how the environment will push it to its limit. Contact a local sales representative from Carboline's Technical Service team to ensure you take both into account when making your selection.